

联系我们

当前位置:
聊城 航萧管件有限公司 >
定陶当地频道中心
弯管贴心服务
更新时间:2025-03-14 20:24:29 浏览次数:2 公司名称:聊城 航萧管件有限公司
以下是: 弯管贴心服务的产品参数
| 最小起订 | 1 |
|---|---|
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是: 弯管贴心服务的图文视频




弯管贴心服务,航萧管件有限公司专业从事 弯管贴心服务,联系人:宋经理,:17306359888、17306359888,QQ:46564996,地:聊城经济开发区崂山路物流院内到山东省 菏泽市 定陶区、牡丹区、曹县、单县、成武县、巨野县、郓城县、鄄城县、东明县,以下是 弯管贴心服务的详细页面。 山东省,菏泽市,定陶区 定陶区有仿山旅游区、官堌堆、戚姬寺、项梁墓、梁王台、范蠡墓、左山寺、陶丘、定陶汉墓等景点。
想要探索 弯管贴心服务的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是: 弯管贴心服务的图文介绍
你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 菏泽定陶中频弯管,感谢大家对我们的支持,为您制作好的 菏泽定陶中频弯管产品是我们不懈的动力,多谢大家在百忙之中能够看到我们航萧管件有限公司的信息,只要您一个,我们会与您沟通,和以实惠的 菏泽定陶中频弯管回报您们的信任,我们历经多年发展,在 菏泽定陶中频弯管行业已有良好知名度。



管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



弯管加工溫度及弯折度控制措施。在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈优秀,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。 充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用优秀的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。 自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。 弯管加工溫度及弯折度控制措施 联系实际的生产加工状况来剖析,实际上在弯管加工全过程中,在其中裂痕的长短能够做到纵轴垂直平分晶界,也是说垂直平分拉申管夹,在开展调质处理之后,商品必须开展弯折,商品表层的微裂痕会变为晶拽,一般科学研究弯管加工机器设备的结构力学和微裂痕的状况,商品的抗压强度在房间内的溫度下是不容易遭受危害的。 此外,有关弯头的弯折度操纵也是十分关键的要素。实际上,针对弯管加工商品来讲,不一样的半经及其视角的不一样商品的弯折方位也会出現更改,那样的商品也变成工程项目管路中不能缺乏的一部分,如果商品的厚度出現了转变及其弯折的物理性能出現转变到会危害到商品的品质,商品在开展生产加工的情况下其技术性是十分关键的。



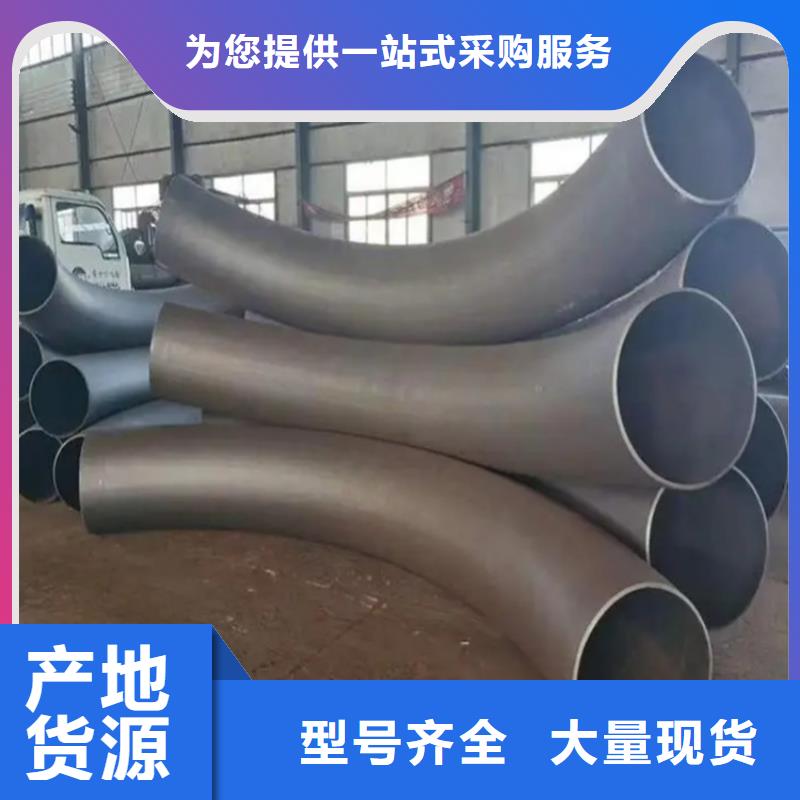
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。


你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。



弯管贴心服务_航萧管件有限公司,固定:17306359888,移动:17306359888,联系人:宋经理,QQ:46564996,经济开发区崂山路物流院内 到 菏泽市定陶区。